РФ, г. Москва
Телефон: +7 (916) 137-93-44, mail: cheredeev1@ya.ru
Если изображения не видно, обновите страницу
ТЕПЛОВИЗОРЫ
РФ, г. Москва
Телефон: +7 (916) 137-93-44, mail: cheredeev1@ya.ru
ТЕПЛОВИЗОРЫ
При изготовлении продуктов из пластика наиболее широко используется инъекционное литье.
В течение процесса инъекционного литья нагретый и расплавленный пластиковый состав инъецируется в форму для литья и затем охлаждается и затвердевает для образования продукта во время чего происходит его усадка.
Для поддержания точности формируемого продукта важным фактором в процессе формирования является контроль по измерению температур штампа и формируемого продукта.
Обычный способ измерения температур заключается в использовании термопар, которые прикреплены к ряду точек штампа. В результате этого, информацию о температуре можно лишь получить только в отношении ограниченного числа точек. Напротив, ТЕРМОВИДЕНИЕ широко используется в качестве эффективного измерительного инструмента, поскольку оно довольно просто дает возможность видеть, как распределяется температура по всей поверхности штампа или продукта, находящегося в процессе изготовления, во время открытия штампа.
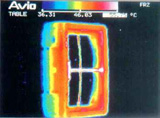
1. Определение распределения температур в штампе для литья.
|
Поскольку температура штампа значительно сказывается на процессе усадки, на производственном цикле, на внешнем виде продукта, на процессе точности и на свойствах материала, чрезвычайно важным является убежденность в том, что стабильность этих факторов обеспечивается путем измерения распределения температур при использовании ТЕРМОВИДЕНИЯ.
|
|
| Рис. 1. Распределение температур в литейном штампе частей, используемых при производстве автомобилей. |
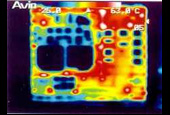
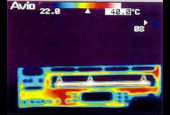 Рис. 2. Распределение температур на сформированном продукте для аудио-визуального оборудования.
Можно увидеть область высоких температур, возникающую из-за недостаточного охлаждения (изображение получено при использовании TVS-110).
Рис. 2. Распределение температур на сформированном продукте для аудио-визуального оборудования.
Можно увидеть область высоких температур, возникающую из-за недостаточного охлаждения (изображение получено при использовании TVS-110).